Previously, I floated the idea that frames can/could/should be printed cheaply using an FDM/FFF printer with PLA0 and then strengthened using one or more of a variety of techniques- which would yield an inexpensive, fully compostable/disposable skate part, to be manufactured on demand anywhere by anyone with electricity and a basic printer.
process
I thought this was going to be difficult, would require strength-adding design compromises and might take a lot of trial and error to make work for more than just a session or two, despite PLA's rigidity and technically ideal mechanical properties. Printed stuff, after all, tends to be a lot less sturdy than the injection-molded equivalent. I'd been FDM-printing grind parts for years, but never even considered it for an entire load-bearing frame -- FDM-printed PLA is just too weak and brittle to support axles, right?
Well, a while back Corey Gibson printed some functional aggressive frames in PLA with a light infill. They stood up to some use and didn't break under him immediately.
Not only can durable, fully functional, load-bearing PLA hardcore aggressive inline skating frames be produced with a cheap FDM printer, but it actually doesn't take much extra effort.
The critical steps are:
Design with the densest minimum thicknesses possible, especially around mounting bolt and axle holes. The rule for my test piece was a minimum thickness of 12mm for any bolt connection.
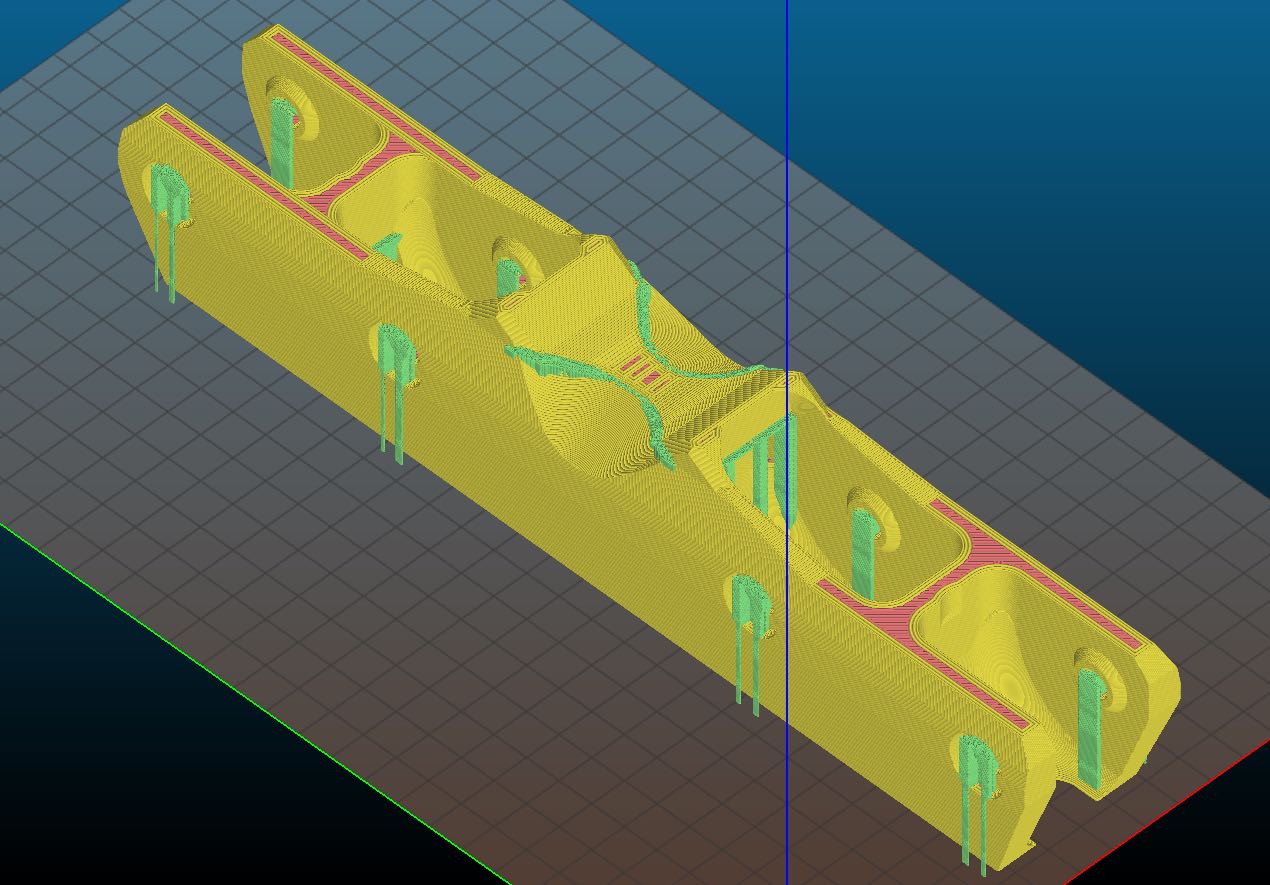
Print 100% infill. Thinner the layers (0.2mm), the better. It's not clear if a specific pattern actually helps with strength when printing full infill: I used rectilinear.
Bake (anneal) the finished PLA print in a convection oven at 215°F (101.67°C) for 15 minutes. Time and temperature may vary for best results, depending on your filament's chemical makeup. This can also introduce shrinkage and warp, so be careful. In my case, X and Y dimensions lost a couple percent in size and the Z grew slightly on the outer edges (post-baking), which I adjusted for with the second frame's pre-print scale.
That's really all there is to it. A printed PLA frame feels, and- as anticipated, slides more like polycarbonate than the nylon-fiber or UHMW you might be accustomed to: it's considerably more rigid and slides much faster. Make no mistake, full-on PLA rivals acetal's slipperiness for grinds.
design
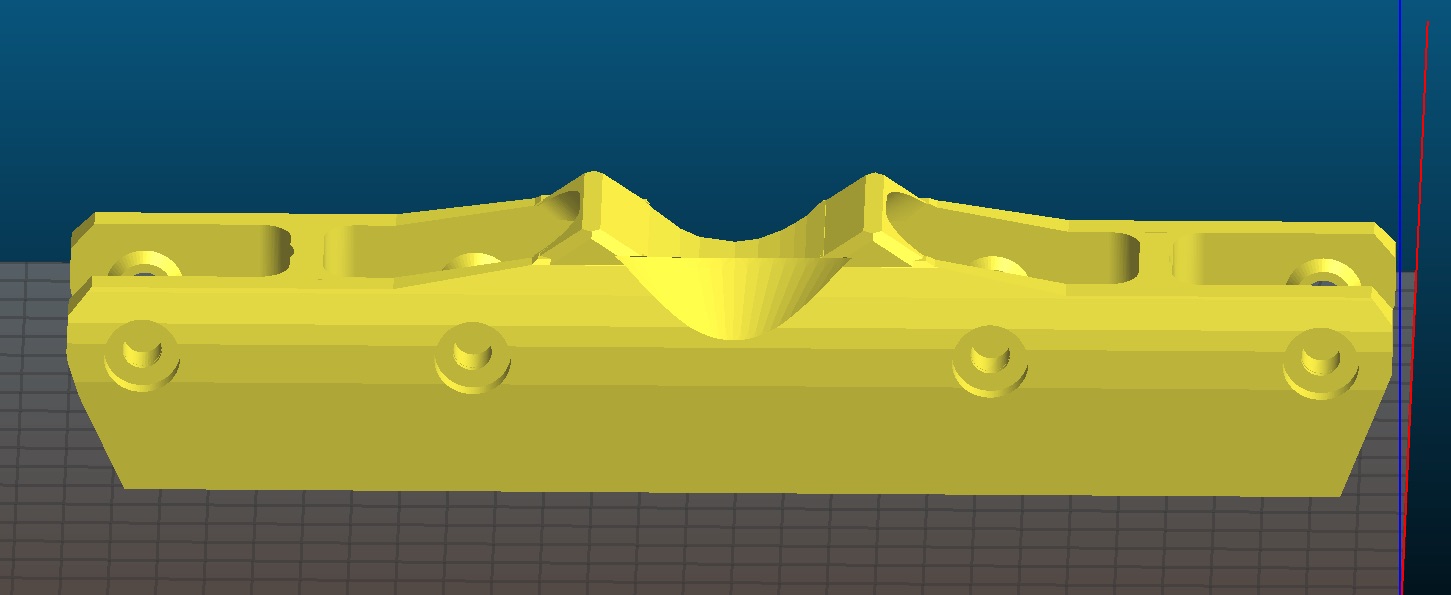
60mm max wheel size seemed like a good format to start with: not too tall and fairly conventional for an aggressive frame. I took the wheelbase and spacing from starscream's CA060 frame design1, added built-in spacers, a lot more wheel bite protection, shallower backslide edges, and denser minimum thicknesses so that high stress points have at least 12mm of solid reinforcement. Enter the FDM60:
Aside from creating denser bolt-area thicknesses, the great thing about built-in spacers is that they reduce the number of required parts and initial setup time. Some kid in Somalia only needs wheels, bearings, and something resembling bolts to make these things go.
results
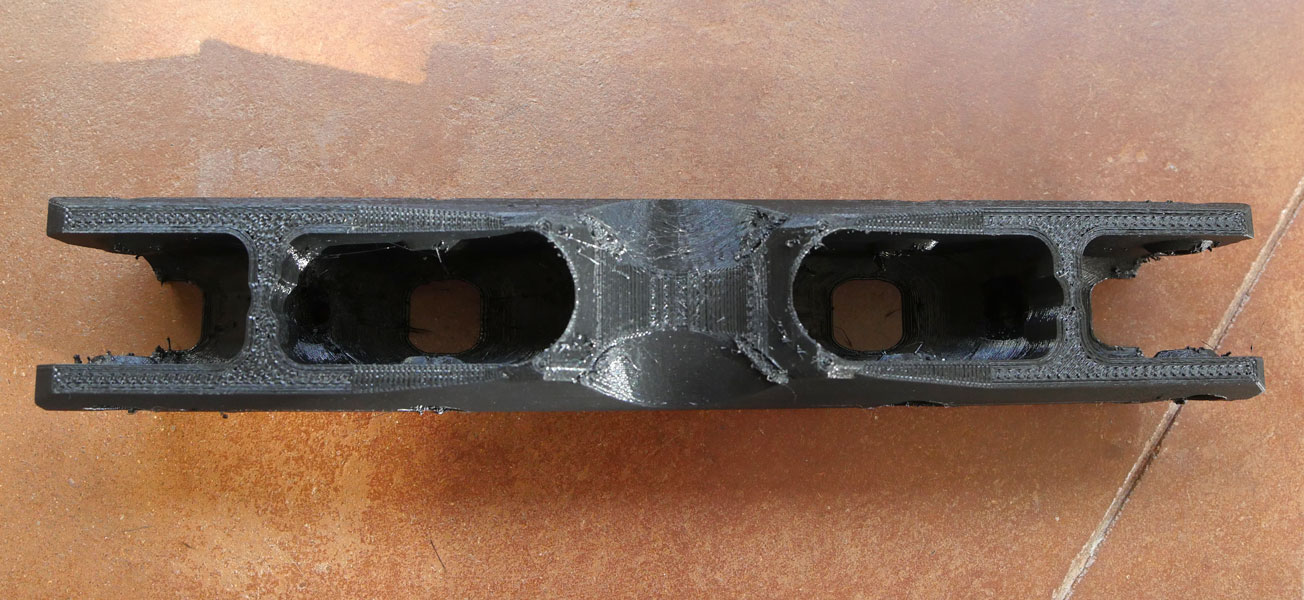
I already consider this first test pair a big huge success, having put around 12 20+ hours on the frames over a few sessions several weeks of park and a few street sessions.
Each frame took just over 22 hours to print. This could be accelerated to around 12-13 hours apiece on my ghetto Prusa i3 mk8 clone, but I wanted to make sure they turned out accurate and solid. Some fast printers could probably produce each frame in 3-5 hours.
How much do these weigh?
Roughly the same as the injection molded equivalent, albeit on the heavy side:
318g fdm60
291g fdm60 (v0.20)
260g oysi large/original (with spacers)
240g create originals small (with spacers)
235g kaltik v1 large (with spacers)
320g valo small (with spacers)
There's definitely room for 10-15% lightening without much structural change -- the v1 goal was simply to be strong enough for normal use.
How much do these cost to make?
A little over 5 USD apiece, including electricity:
These are highly cost effective to produce with little setup expense. Lengthy production time is the obvious drawback.
The frames do appear to be wearing a bit faster than a typical nylon job, but that's expected. These are compostable, after all.
DIY
Download printable FDM60 STL (v0.30) (released under CC-BY-SA as a derivative work)
-UFS mounting bolt hole play extended 3mm
-Wheelbite protection hangdown reduced by 1.3mm
-Backslide Height reduced/improved 3mm to 32.5mm
Download printable FDM60 STL (v0.20) (released under CC-BY-SA as a derivative work)
-Added mounting edge fillets for narrow THEM soul plate frame channel compatibility
-Added 2mm play to each UFS bolt spread and larger UFS mount recesses for easier alignment
-Removed 1mm from wheelbite protection hangdown to minimize new print scraping
-Enlarged H block hidden compartment
-Removed extraneous material: 8.5% weight, print time reduction (11+ hours at ~50mm/s)
Download printable FDM60 STL (released under CC-BY-SA as a derivative work) On Thingiverse
If you don't have a printer but want to try the frame, consider taking this file to a nearby hacker/makerspace, where they almost certainly have one or more FDM printers.
Print mount side-down/groove side-up with support, 100% rectilinear infill (yes, 100%!), 0.2mm layers, 3/4mm nozzle: you'll need a machine with an X or Y dimension of 280mm+. Be sure to bake the finished parts before use. 200°F for 10 minutes is probably a good starting point. Since the prints will probably shrink after baking, scaling to X and Y printing dimensions of 102% (or more) is recommended.
next
Split the design into 2-3 chunks for smaller print beds and conveniently interchangeable wheelbase lengths, larger wheeled and anti rocker designs...
EDITED TO ADD 21/01/28: New 0.20 version STL, Removed incorrect language regarding PLA biodegradability (see below)
That's nearly as cheap as an injected frame with its mold amortized over the first 1000 pieces or so. If you want to include the cost of the printer, you get close to the retail cost for a set of frames with the first pair- and you'd probably approach per-piece cost parity with a fully amortized injected job after the twentieth or so printed frame. ↑
Love this work but PLA is not biodegradable. It is industrial compostable with the right enzymes which are not found in nature. You can not throw it in a home compost bin.
Thanks for pointing out the imprecision here: "compostable" is surely accurate whereas biodegradable is incorrect much like Savannah is only ever a single, specific trick movement. XD
EN 13432/ASTM D6400 PLA breaks down in a large DIY pile without much extra smashing or shredding, it just takes a while longer than ~12 weeks. http://greensxm.com/composting-pla-plastic/ https://www.european-bioplastics.org/bioplastics/standards/certification/ http://www.worldcentric.org/files/TPLA-Utensils-ASTM6400 https://www.plasticsindustry.org/sites/default/files/Industrial%20Compostability%20Claims%20Checklist_0.pdf
Man! I would love to try 3D printing these at home. However the link is broken, any chances of you sending me the file?! Thanks a lot and regards from Brazil!






Matt Andrews on #
this is excellent
J5 on #
Love this work but PLA is not biodegradable. It is industrial compostable with the right enzymes which are not found in nature. You can not throw it in a home compost bin.
https://www.biosphereplastic.com/biodegradableplastic/uncategorized/is-pla-compostable/
byl k on #
Thanks for pointing out the imprecision here: "compostable" is surely accurate whereas biodegradable is incorrect much like Savannah is only ever a single, specific trick movement. XD
EN 13432/ASTM D6400 PLA breaks down in a large DIY pile without much extra smashing or shredding, it just takes a while longer than ~12 weeks.
http://greensxm.com/composting-pla-plastic/
https://www.european-bioplastics.org/bioplastics/standards/certification/
http://www.worldcentric.org/files/TPLA-Utensils-ASTM6400
https://www.plasticsindustry.org/sites/default/files/Industrial%20Compostability%20Claims%20Checklist_0.pdf
internett on #
dude this is fuggin awesome! the articles is really excellent : D.
Good job, cheers
Sjunior3D on #
Man! I would love to try 3D printing these at home. However the link is broken, any chances of you sending me the file?! Thanks a lot and regards from Brazil!
read more on #
Hi, I read your blogs on a regular basis. Your style is witty,
keep doing what you're doing!
Davidmoole on #
Hello guys. And Bye.
neversurrenderboys